总(zǒng) 部:029-88325700
地 址:西安市高(gāo)新区高新(xīn)路80号望庭国际(jì)一单元901室
工 厂(chǎng):029-86085235
网(wǎng)址:www.jiamusi.chaxunxianlu.com
地 址:西安泾(jīng)河(hé)工业园北(běi)区(qū)西金路195号
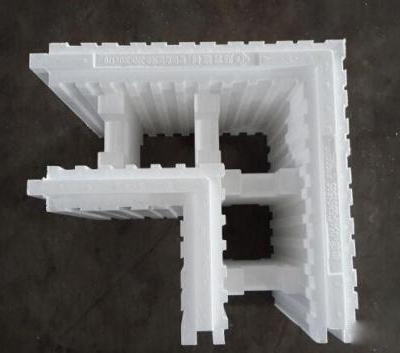
适合于RM成型的制件设计的(de)基(jī)本准则是在低成(chéng)本下成型(xíng)高(gāo)质(zhì)量的制品,epp产品在(zài)设计时应(yīng)注意以下几点:
(1)制件厚度设计制件的(de)厚度过厚(hòu)或过(guò)薄都不利于RM成型(xíng),对于聚(jù)氨酯结构发泡(pào)RM成型来(lái)说,其制件(jiàn)厚度一般为6.35-12.7m,当制件厚度超过12.7m达到25.4m时,需要增加(jiā)成型(xíng)时间。当需要较(jiào)厚制(zhì)件时,需要考(kǎo)虑成型时的“密封”和材(cái)料性质,制件局部厚度可以小到3.175mm。
(2)加(jiā)强肋的设计使用加强筋的(de)目的是(shì)提高制品(pǐn)刚性(xìng)与强度。首先,它的设(shè)计(jì)要(yào)尽量避免增加成型时间,长而细(xì)的肋比短粗肋的(de)强度高,并且(qiě)对成型时间影响较小,因此(cǐ)应尽量使用长而细的肋(lèi)。其次,肋的设置应沿着材料流动的方向,这样可以不影(yǐng)响材料(liào)流动过(guò)程中(zhōng)气体的排出。对3种肋的设计合理性进行(háng)了比较。
品")
(3)脱模(mó)斜度根据(jù)工(gōng)程实践,制件的脱模斜(xié)度还是取2°,应避免每边的脱模(mó)斜度小于1°。仿木质塑件模具的脱模(mó)斜度应大于1.5°,但不得大于3°,因(yīn)为脱模斜度过大会看上去不自然(rán)。此外木纹(wén)还呈(chéng)现许多(duō)很细小的凹槽,因(yīn)而还必(bì)须(xū)考虑塑件与模具之间(jiān)的粘附力。
(4)圆(yuán)角(jiǎo)在(zài)RM成(chéng)型中(zhōng),我们可以把材料看做像(xiàng)水一样流进模具,光滑(huá)的几何设计可(kě)以(yǐ)减小(xiǎo)熔体的湍流现(xiàn)象(xiàng),从而增加制品的强度(dù)和充(chōng)模的可行性。epp产品根据(jù)实践,制件的内部圆角半(bàn)径不能小于3mm,外部圆(yuán)角半径(jìng)不能小于1.5m圆角还能(néng)改善(shàn)反(fǎn)应物在充填和发泡时的流动状(zhuàng)况,保证具有良(liáng)好的热(rè)传递,以使这些部位的外(wài)表层成型状态良好。
(5)凸台和(hé)嵌件反应注射塑(sù)件(jiàn)上的凸台一般是圆柱形(xíng)外伸物(wù),其作用是(shì)放置(zhì)用于装配的螺纹嵌件。在高弹性塑件上的一些长伸(shēn)出物常被用做(zuò)柔性支柱。